Experience with COTS components on ADPMS unit (PROBA satellites)
- Posted by Steven De Cuyper
- On December 3, 2019
- 0

Agenda
1 Company Introduction
2 ADPMS Introduction
3 Why COTS?
4 Examples
5 Conclusion
 Company Introduction
Company Introduction
- Founded in 1969 as product developer
- Space activities started in 1983
- Delivered 100+ systems and sub-systems for manned space stations, satellites and interplanetary missions
- Acquired by the QinetiQ group (UK) in 2005
- 170 highly educated specialists employed
- 2 sites in Belgium
- 450m2 cleanroom
QinetiQ Space Ground Station
- Located in Belgium, Redu
- ESA satellite ground station
- Jointly operated with SES Astra
QinetiQ Space
- Located in Belgium, Kruibeke
- Offices: 3.742 m2, Warehouses: 1.200 m2
- 2 Class 100.000 cleanrooms

 ADPMS Introduction
ADPMS Introduction
- ADPMS : Advanced Data and Power Management System
- Dual lane computer and power system
- Modular digital boards
- Intended for platform computer
- Onboard computer for Proba satellites
- Design started in 2000
- Flight heritage on Proba-2 and Proba-V (16 combined years in orbit)
- Flight units ready for Proba-3
- Spin-off used on IXV
- Parts Usage
- General class 3 level parts
- About 20 different types of commercial COTS parts used on a total almost 300 parts
- Design predates the ECSS-Q-ST-60-13C
Why COTS?
- Because of functional reasons (No suitable FM equivalent available)
- However market and availability evolves
- Several components could now be replaced by MIL / ECSS / Hi-rel parts
- But, unless replacement is size/function compatible, risk of change is considered too high
- Very dense PCBs prevent updating without complete redesign
- Loss of flight heritage / qualification
- excellent performance of most COTS parts in space
- However market and availability evolves
- NOT because of cost reasons
- Component parts cost is lower however
- Upscreening costs
- Parts approval flow (repeated for each project)
- Radiation testing when applicable
- Solder qualification
- (relifing)
- Component parts cost is lower however
-
- Difficult to assess total cost at start of project
- Accumulated cost of PAD discussions and extra tests over consecutive projects
- Obsolescence, manufacturer changes or batch variability (no long term assurance)
- Difficult to assess total cost at start of project
 Design concept
Design concept
- cPCI compliant modular boards and backplane with rear-IO
- Multiple types of cPCI connectors
- cPCI compliant modular boards and backplane with rear-IO
- PCB space constraints
- Decoupling of CCGA /MCGA devices
- 0402 ceramic capacitors
- Large value / small size ceramics
- Qualified parts too large to accommodate
- SOT23 plastic package dual schottky diode
- Decoupling of CCGA /MCGA devices
- Functionality and performance
- Memories required for LEON processor
- Commercial SRAM and FLASH
- Low power analog housekeeping
- ADC, OPAMP and instrumentation amplifier
- Memories required for LEON processor
 Design concept : cPCI connectors
Design concept : cPCI connectors
- Part selection and Qualification
- Initially parts from Tyco were selected with Sn/Pb leads
- For each FM lot a press-fit qualification campaign was required
- Extensive Lot acceptance testing, structural analysis performed
- Lessons learned
- Standard PCB manufacturing with hot-oil reflow finish not ideal for press-fit mounting due to tolerance restrictions.
- Due to obsolescence change required to other manufacturer (Harting)
- Different tolerances and small dimension differences caused damaged connectors and pins
- Same type of connector but internal construction is significantly different between manufacturers.
- Current status
- cPCI equivalent connectors for space are available but limited choice and no reliable intermateability with other brands can be warranted.
 PCB space constraints : Ceramic capacitors
PCB space constraints : Ceramic capacitors
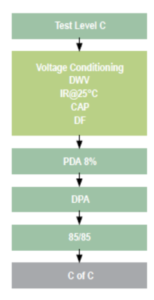
- Part selection and upscreening
- Commercial “Hi-rel” 0402, 0805 and 1206 caps from Kemet
- Procured with traceability from authorized distributor
- Manufacturer test level “C”
- SnPb finish
- Commercial “Hi-rel” 0402, 0805 and 1206 caps from Kemet
- Lessons learned
- Solder qualification and operational performance successful
- Lifetime issues, solderability decreases
- Solderability failed in reusing previous flight lot, new procurement required
- Sourcing new SnPb COTS parts difficult with increased lead time (non standard product)
- Current status
- 0402 size capacitors are now available from European space-qualified manufacturers
- High lead time and considerable higher cost than MIL CDR types
- Used in new designs requiring class 3 or better.
- 0402 size capacitors are now available from European space-qualified manufacturers
 PCB space constraints : SOT23 plastic package dual schottky diode
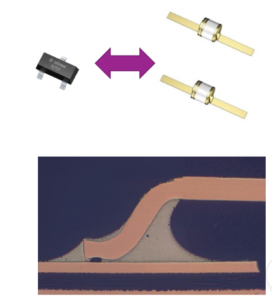
PCB space constraints : SOT23 plastic package dual schottky diode
- Part selection
- Multiple small signal schottky diodes required on small space
- Space qualified single diodes available but FM package too large
- Initial part from ON-semi selected
- Lessons learned
- Obsolete ON-Semi Flight batch failed 7-year relifing
- Same BAS40-04 component from Infineon selected as replacement
- Solder qualification required for all new batches of plastic parts
- No issues for the older On-Semi part
- Initial solder qualification of Infineon part failed due to difference in lead
- Obsolescence and differences between commercial parts resulted in an unexpected cost and delay.
- Obsolete ON-Semi Flight batch failed 7-year relifing
- Current status
- Still a need for small diode packages
- New designs with no COTS use more PCB area for same configuration
 Functionality and performance : Memories
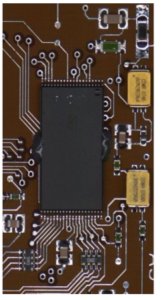
Functionality and performance : Memories
- Part selection and upscreening
- Components were selected because some radiation data was already available
- COTS memories have a short market lifetime. Large number was purchased. FM assembly uses only a few but quantities for upscreening and testing are significant.
- Solder qualification required on each lot of plastic parts
- Radiation test cost is extensive
- Total dose testing
- Single event latchup testing
- Single event effects testing (SEU, SEFI)
- In some cases proton SEE testing was required (sensitive part)
- Lessons learned
- Combining all test costs the memories become the most expensive parts
- Quick obsolescence and short lifespan of non hermetic plastic parts is a project risk and eventually limits the time a design can be reused.
- Beware of variations in a “single lot” COTS parts
- Current status
- For new projects external qualified devices (e.g. 3D-plus) are preferred
 Functionality and performance : Analog Frontend
Functionality and performance : Analog Frontend
- Part selection and upscreening
- Core is a radhard RTAX FPGA
- Power conditioning with radhard parts
- Critical parts for analog acquisition however are all COTS
- Low speed ADC with SPI interface
- Opamp
- Instrumentation amplifier
- Several high precision resistor divider arrays
- Lessons learned
- To date no degradation is notable on the DAM housekeeping telemetry on both the Proba-2 and Proba-V satellites
- No SEFI detected over the years for the ADC
- Current status
- Qualified devices available on the market
Conclusion
- COTS can be successfully used in space
- Risk of obsolescence
- Significant differences between batches and manufacturers
- Upscreening costs per part are very high for small series
COTS comes with a COST
He is currently Head of the Electronics and Software department at QinetiQ Space in Belgium. Before that he acted as the project manager for the On-Board Computer products (ADPMS) as used in the PROBA small satellites and the Intermediate eXperimental Vehicle (IXV). He will introduce you to the experience of using COTS on the ADPMS units.
Latest posts by Steven De Cuyper (see all)
- Experience with COTS components on ADPMS unit (PROBA satellites) - December 3, 2019
0 comments on Experience with COTS components on ADPMS unit (PROBA satellites)