Solderability Test
- Posted by Manuel Padial Pérez
- On March 28, 2020
- 0
The solderability of a surface is defined by its solder wetting characteristics. Some associated concepts that have to be considered for the assessment of the solderability testing are:
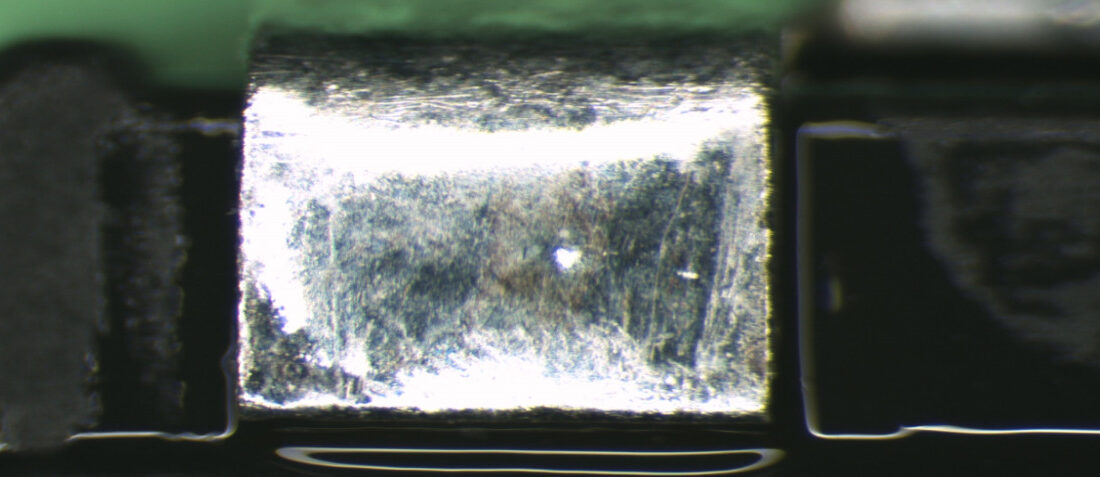
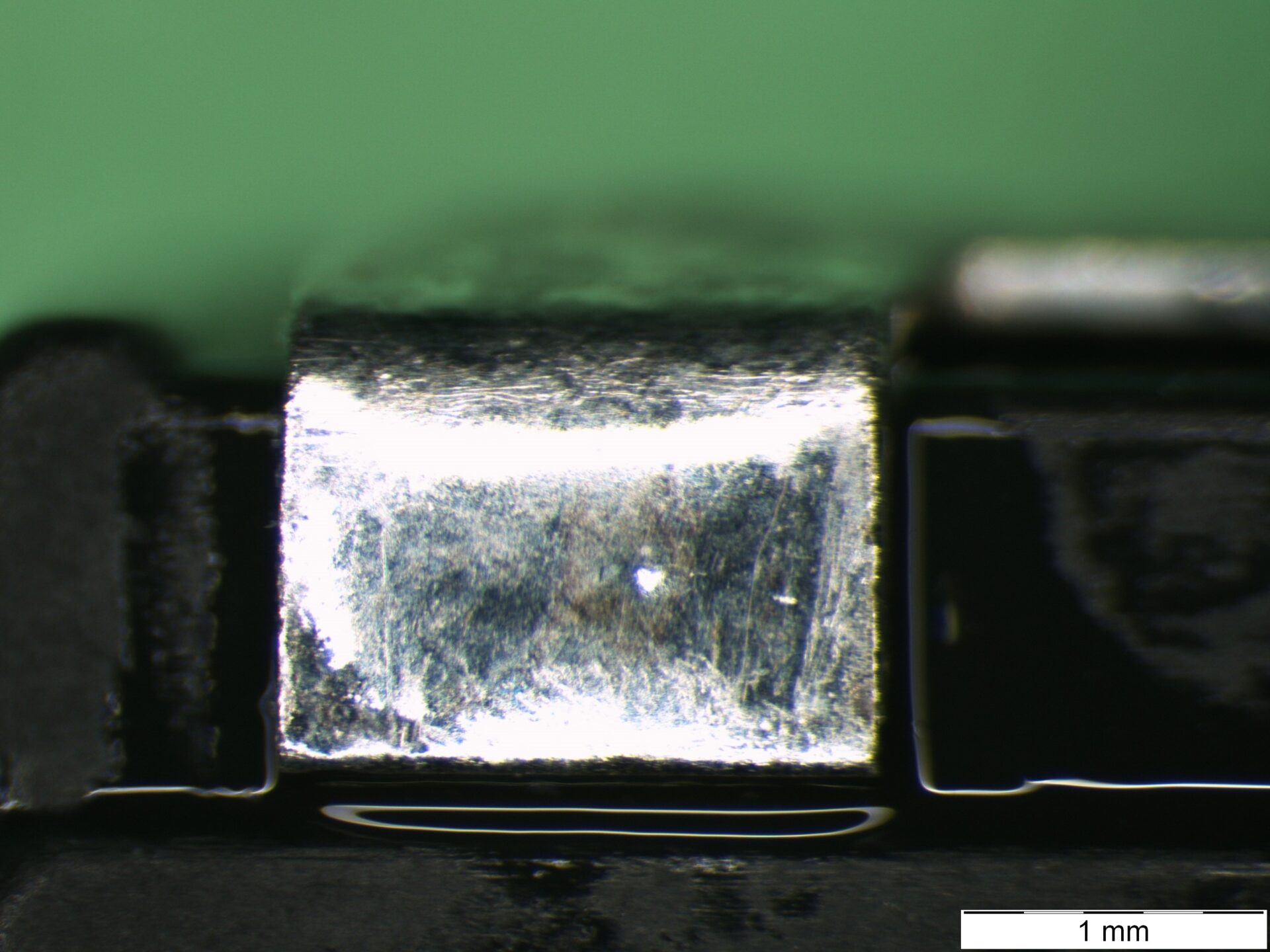
- Solder wetting refers to the formation of a relatively uniform, smooth, and unbroken film of solder that exhibits excellent adherence on the soldered surface.
- Non-wetting is the condition wherein the solder coating has contacted the surface but did not adhere completely to it, causing the surface or a part thereof to be exposed.
- Dewetting is the condition wherein the solder recedes after coating a surface, creating irregular mounds of solder, but leaving behind no exposed areas.
Solderability test refers to the process of evaluating the solderability of terminations (i.e., component leads, lugs, terminals, wires, etc.). which are normally joined by a soldering operation. The solderability determination is based on the ability of the terminations to be wetted by the molten solder after accelerated aging.
The purpose of these test methods is to provide a means of determining the solderability of the device package terminations that are intended to be joined to another surface using lead- (Pb-) containing or Pb-free solder for the attachment. The procedure, considered to be destructive, provide optional conditions for preconditioning and soldering for the purpose of assessing the solderability of device package terminations, testing whether the packaging materials and processes used during the manufacturing operations produce a component that can be successfully soldered in the next level assembly.
There are several ways by which solderability testing is done, but the two most commonly used methods are Dip/Look Method and Wetting Balance Analysis, in which the samples undergo an accelerated ‘aging’ process before being tested for solderability, to take into consideration the natural aging effects of storage prior to board-mounting.
GET IN TOUCH TODAY!
Do you have questions? Contact us!
Dip and Look Method
Widely used in process QA and reliability monitoring, is a qualitative test process, i.e., judgment on whether a sample passes or fails the test is based on the physical and visual attributes that it exhibits. This method, which is for leaded and leadless terminations, includes pre-conditioning if applicable, the application of flux, and the immersion of the terminations into molten solder. Dip and look solderability testing is performed by subjecting the components to 0-8 hours of steam conditioning. After steam conditioning, the components’ terminations are dipped into the solder in a controlled fashion using specifically activated rosin flux. After dipping, the components are inspected to the criteria specified, considered passed if 95% of the surface is covered with fresh solder. The mechanism for forming the solder joint depends on the coating and solder compositions as well as on the test conditions.
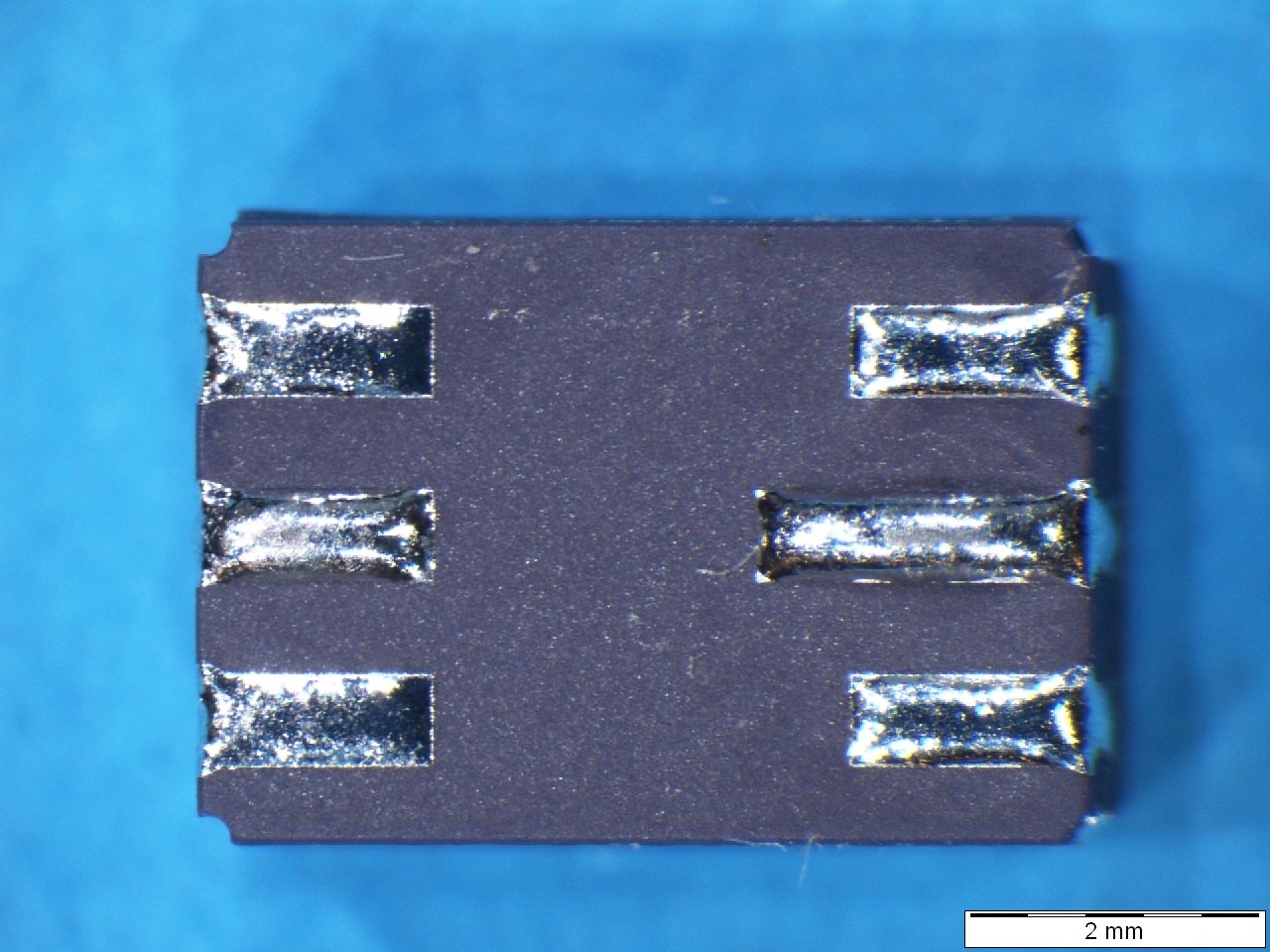
Wetting Balance Analysis
Is a quantitative/simulation test for surface mount packages, including BGA and CGA, where cannot be used the dip and look method. It measures the wetting forces imposed by the molten solder on the test surface as it is dipped into and held in the solder bath as a function of time and plotted. Connections are dipped inside a non-activated flux. Then the package is loaded on the wetting balance arm, and the connections are dipped into molten solder. The force exerted on the balance arm is plotted as a function of time. The plot starts with the wetting force being negative (non-wet condition), which rises until it crosses the zero axes of wetting force, indicating that wetting has occurred. The time it takes for wetting to occur is one parameter used to assess solderability, which depends on the density and surface tension of the solder. This method is used primarily as an engineering tool and not as a production monitor.
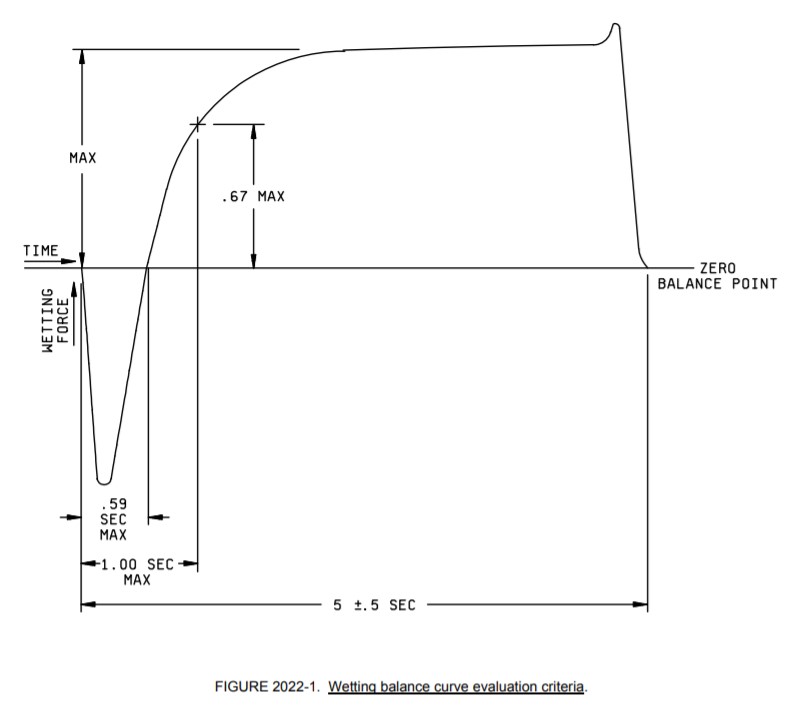
“Snapshots are taken from MIL-STD-883, Method 2022 Wetting balance solderability”
3.5 Evaluation of resultant meniscograph curves from testing of microelectronic leads. The criteria for acceptable solderability during the evaluation of the recordings are:
- That the recorded signal trace crosses the zero balance point at or before 0.59 second of test time.
- That the recorded signal trace reaches two-thirds of its maximum value in 1 second or less time (see figure 2022-1).
Industry standards for performing solderability testing include the following:
| wdt_ID | MIL-STD Test Method | Document Name |
|---|---|---|
| 1 | MIL-STD-883, Method 2003 | Solderability |
| 4 | MIL-STD-883, Method 2022 | Wetting balance solderability |
| 7 | MIL-STD-750, Method 2026 | Solderability |
| 10 | MIL-STD-202, Method 208 | Solderability |
| wdt_ID | Industry Standard | Document Name |
|---|---|---|
| 1 | JEDEC JESD22-B102 | Solderability |
| 4 | IPC J-STD-001 | Requirements for Soldered Electrical and Electronic Assemblies |
| 7 | IPC/JEDEC J-STD-002 | Solderability Tests for Component Leads, Terminations, Lugs, Terminals and Wires |
| 10 | IPC/JEDEC J-STD-003 | Solderability Tests for Printed Boards |
| 13 | IPC-TM-650, Method 2.4.12 | Solderability, Edge dip Method |
| 16 | IEC 60749, Part 21 | Semiconductor devices - Mechanical and climatic test methods - Part 21: Solderability |
GET IN TOUCH TODAY!
Do you have questions? Contact us!
Since 2000 in Alter Technology, as EEE Parts Engineer, first in the Engineering and Materials Management Department, has given technical support to customers in many different space programmes. And later on, as Coordinator of the Parts Engineering and Purchasing Department, has been in charge of guarantee the proper EEE Parts selection/definition/testing to ensure the technical/schedule/budget compliance to projects requirements. Currently and since 2017 is leading the Technical Content Maintenance Team of doEEEt platform.
With the continuous maintenance of the platform technical content, doEEEt provides to the space community the most updated and complete information about Hi-Rel EEE components, related documentation, and reports, as well as any associated procurement and testing activities.
- Hi-Rel Intermediate bus converter and point of load - December 11, 2021
- ASIC or FPGA, how to choose between them - October 25, 2021
- Ceramic Hermetic DDR2 SDRAM Memory avalaible for Space - September 13, 2021
0 comments on Solderability Test